チタン材の表面加工に対するフィルム式研磨の有効性について
チタンの研磨(研削)加工方法としては、PVA砥石等の弾性砥石を使用した手法が主流ですが、下記①~④に代表される要因及びチタンの物性により 加工効率が著しく低下してしまうことが多くあります。
① チタン表層に発生する不動態が強固であり、加工効率に著しい影響を与える
② 表層以外は軟質の物性を示すため 加工対象物由来以外の物質で形成される変質層を生成しやすい
③ 不動態、及び 変質層の不均一による 加工対象物への化学的及び機械的効果偏りの影響を多大に受ける
④ 通常の現場作業環境下で、研磨加工に効率のよい化学的反応を示す薬液が無い
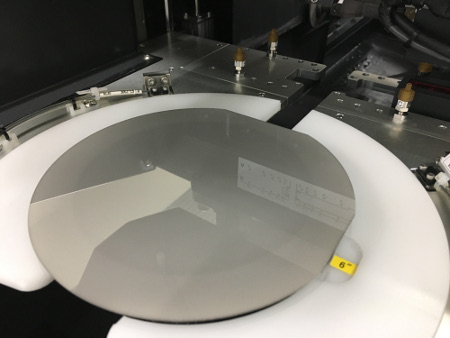
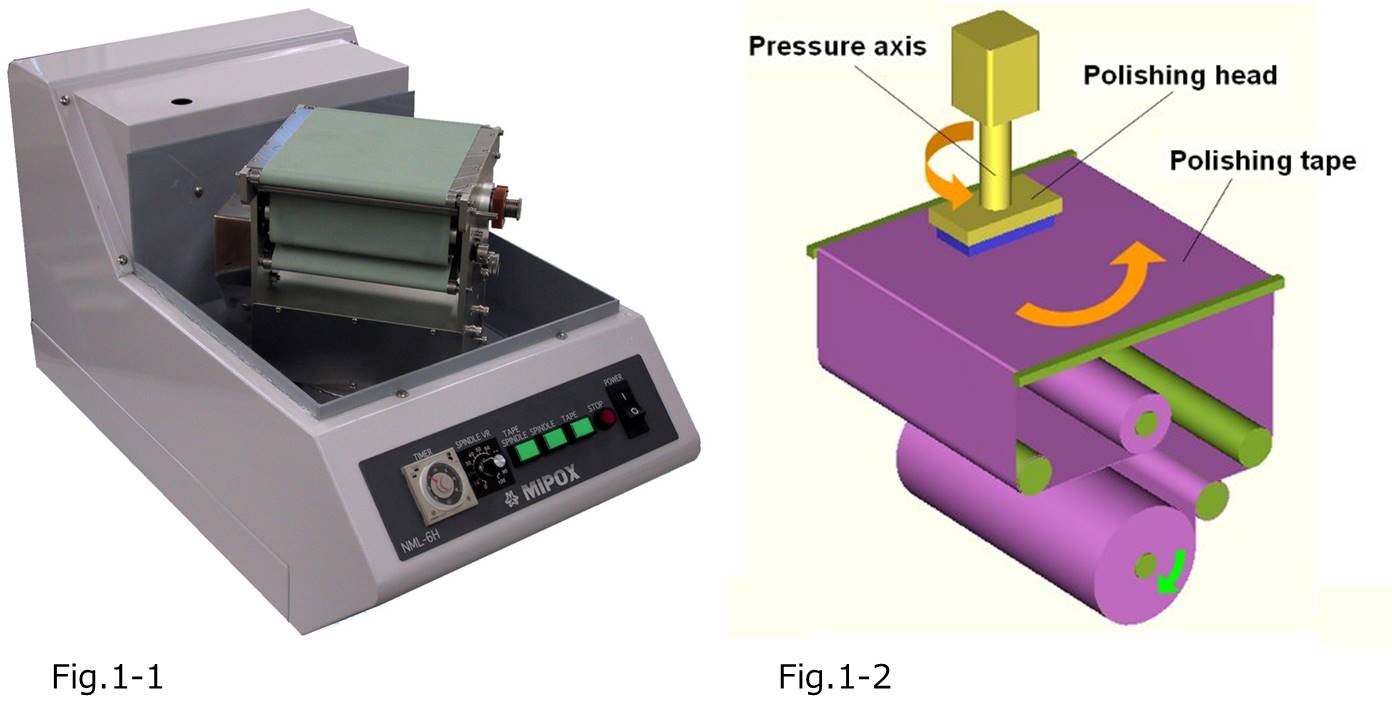
特に②、③は 後工程に仕上げ研磨工程(CMP工程、ポリシング工程)が控えている場合 致命的な欠陥となるため 回避しなければならない問題ですが、Mipoxは 自社製品である研磨フィルム(フィルム式研磨)を組み合わせたプロセスを構築することによって、それらの問題に対し解決を図っています(Fig.1-1, 1-2参照)。
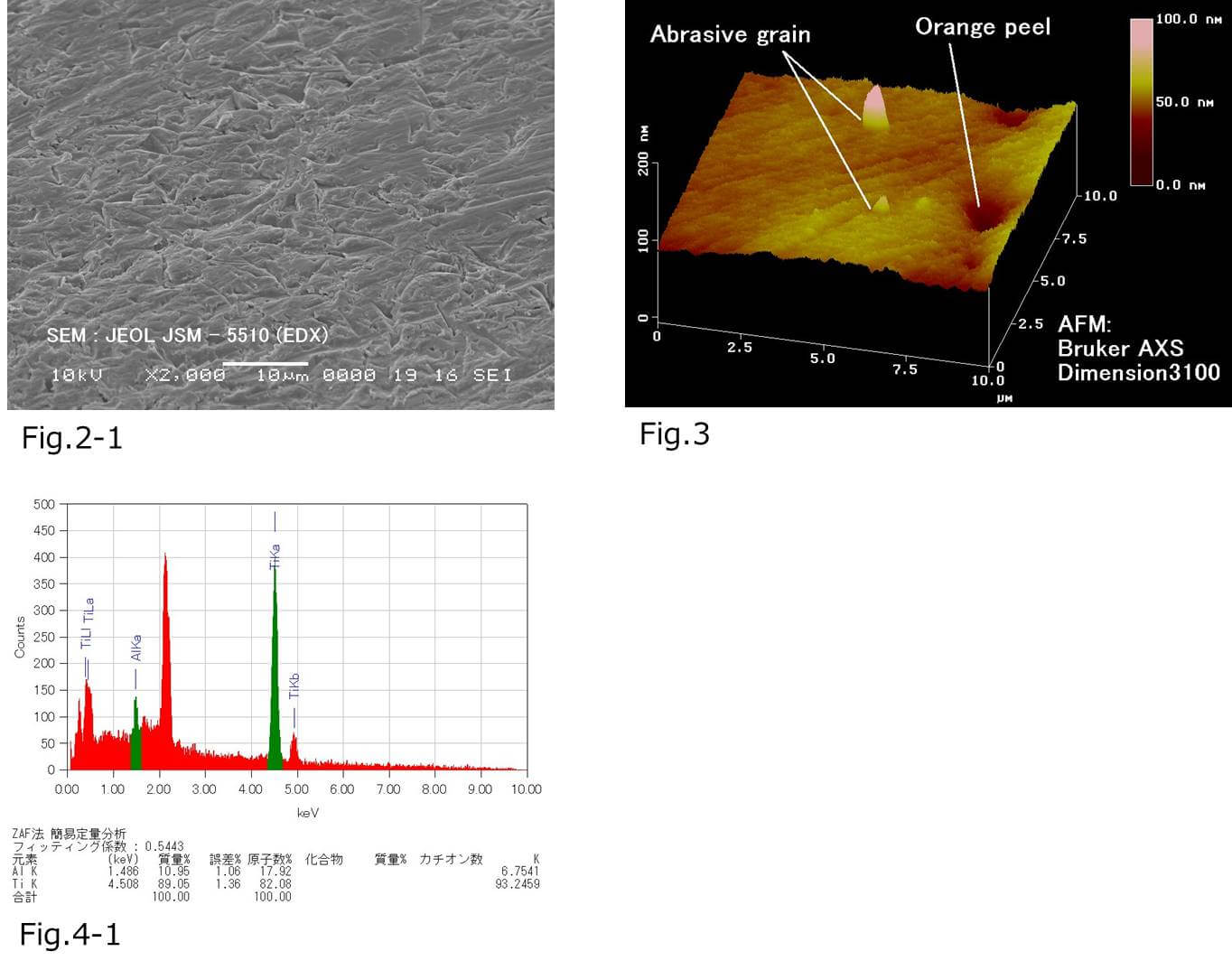
フィルム式研磨の最大の特徴は、研磨材の切れ味(性能)を一定に保つために不可欠な「自生刃作用」を「機械パラメータ的」に自在にコントロール可能な事です。研磨フィルムは 研磨加工に作用する「砥粒」が基材表面に固定されているため前述の「PVA砥石」と同様、「固定砥粒方式」の部類に入ります。PVA砥石研削においても、加工経過途中の砥石摩滅(脱落)による自生刃作用を期待できますが、それを自在にコントロールすることは難しく、砥石の完成度(出来)に左右されてしまいます。また、その現象の全ては「自生刃作用が発生しているであろうという期待・推測」に頼らざるを得ないため、それを排除出来ない限り安定したプロセスの確立は困難です。自生刃作用は、砥石を構成する材料の磨耗、脱落を伴い、砥石本体から離脱したそれらの物体は、研磨工具(砥石)と加工対象物の間を自由に動きまわることができるため、結果、「遊離砥粒」の様に作用します。脱落した砥粒の大多数は研磨廃液となり加工装置外に排出されますが、硬質かつ鋭利な形状を有する砥粒自体は、自らより軟質な物体に刺さり落ち着くことになるため、この場合 チタン材に刺さり変質層を生成してしまいます(Fig.2-1参照)。Fig.3はPVA砥石による粗研磨を経て仕上げ研磨を完了したチタンの表面状態ですが、加工表面に砥粒の突き刺さりと、砥粒脱落の痕跡が明確に観察されています。EDX分析Fig.4-1の結果からも加工表面に研磨材の素材である「酸化アルミニウム」由来のAlが検出されたため、超鏡面加工を阻害する要因は粗研磨に多く存在していることが明確となっています。
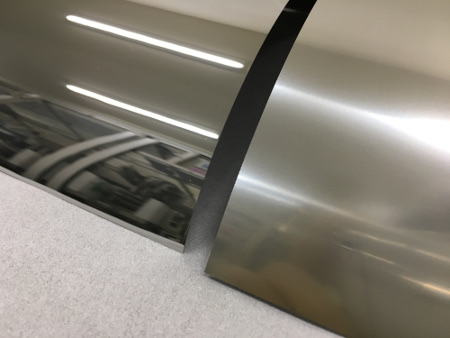
一方、フィルム研磨方式ですが、砥粒はフィルム表面に強固に支えられているため基本的に脱落することは無く、加工によって研磨材自らが摩滅する量もPVA製のそれに対し極々微量であるため、廃液として排出(生成)されるのはチタンの切り屑と冷却水のみです。切り屑については、そのサイズによってチタン材表面に対し 加工面変質層の生成を助長させる可能性があり、研磨加工部から極力排除するのが望ましいため、その対策として 表面側に吸着機能を持たせた研磨フィルムを適用しています(Fig.5参照)。切り屑の大部分は吸着孔に取り込まれるため、研磨加工表面に漂い続けることはありません。また、この吸着孔自体も砥粒の自生刃作用と同じく機械的に連続して交換されていくため、その性能を維持し続けることが可能です。
PVA砥石と同様に現在のチタン研磨(研削)の主要加工方法として、焼成砥石ホイールを使用した「研削」がありますが、フィルム式研磨方式と比較した場合、明らかに違う点は被研磨面への砥粒の力学的作用方向であり、前者はホイールの周速度にその多くを依存する「背分力」によって加工が進行するのに対し、研磨テープ方式は「主分力」作用が非常に大きい事が特徴です。この主分力は、チタンの表面加工の場合、不動態を突破するのに効率的な役割を果たすため、高い効率で加工対象物を削り取ることが可能となります。砥石研削加工の際に、加工条件の不適によって発生するホイールの「目つぶれ、目詰まり」によってもたらされる「研削焼け」等の発生も、研磨テープ適用の場合はその心配はほぼありません。研磨フィルムを過酷な条件下で寿命限界まで酷使した場合でも、フィルムは機械的に常に交換されつづけ加工上何ら問題にならないため、不動態の影響を大きく受けるチタンの研磨加工には非常に適している工具(研磨材)であると言えます。また、研磨材上に突出した砥粒が存在した等で、加工接点で過剰な背分力が加わった場合、通常であれば加工対象物に極めて深いスクラッチを生じさせてしまいますが、本プロセスで適用した研磨フィルムは、砥粒が3次元方向に弾性を有する形で保持されているため、過剰な力が加わった場合にはそれを逃がす効果を期待でき、致命的なスクラッチを負わせる確立を低く抑えています。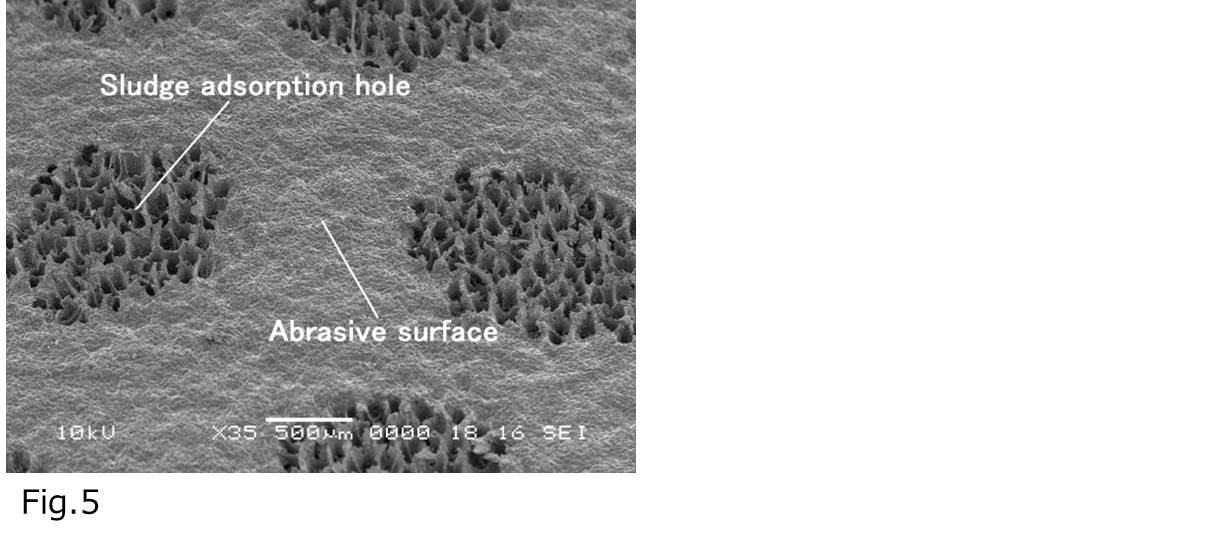
同種同サイズの砥粒を使用したPVA砥石加工の結果Fig.2-1に対し、フィルム研磨方式はFig2-2の通り良好な加工面を示すことを確認出来ています。また、Fig4-2のEDX分析結果からも砥粒による変質層生成は生成されていないことを確認できています。後工程(CMP工程、ポリシング工程)へ良好に作用することも確認されており、後工程加工完了面との比較用としてFig.8-2にフィルム研磨方式による粗加工面のAFM測定結果を示します。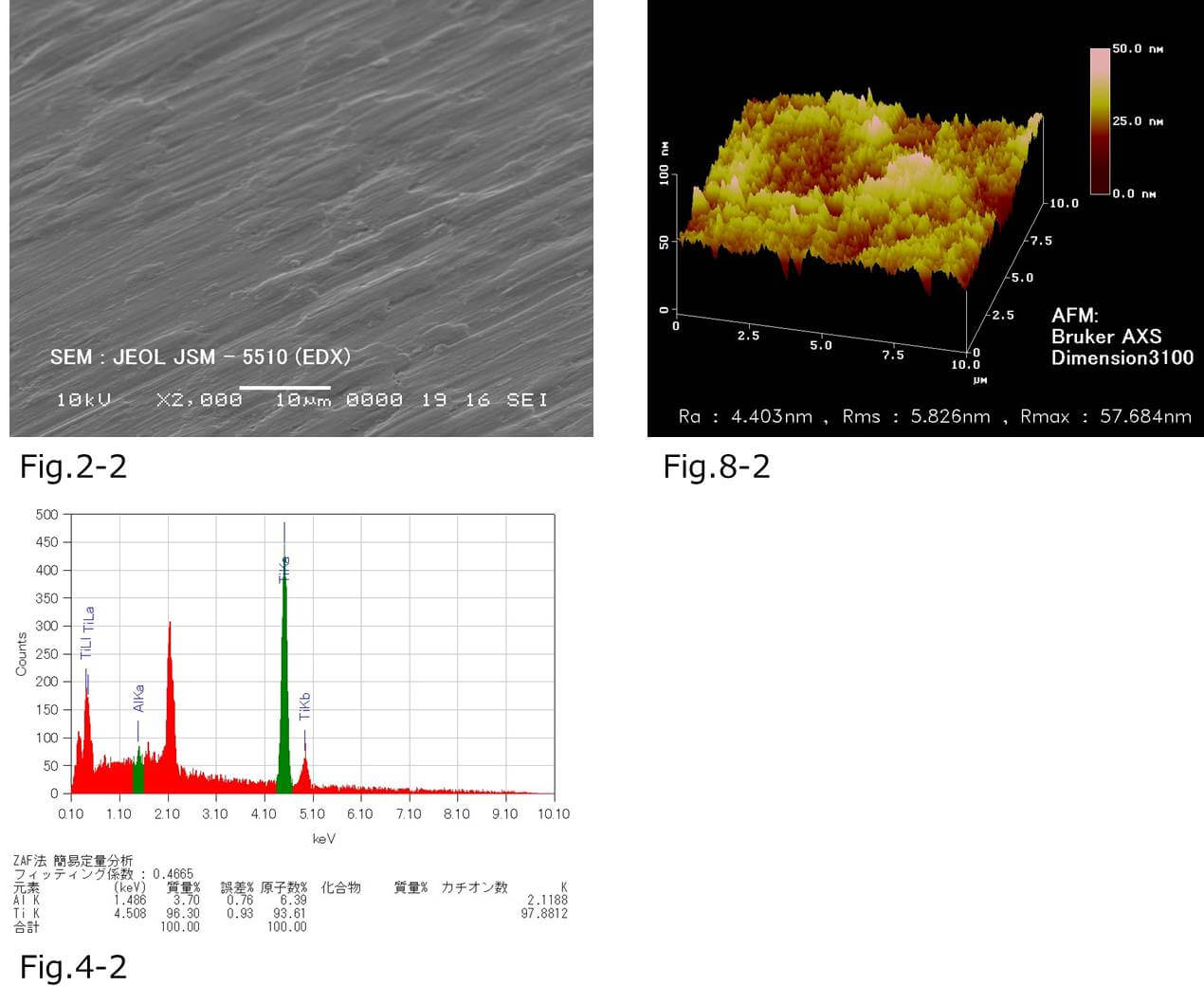
チタン材の研磨加工に、Mipoxの「研磨フィルム式研磨技術」を是非ご活用下さい。
<関連製品>
・液晶ディスプレイ用研磨フィルム
独自の超精密研磨材の製造技術・品質管理技術・プロセス開発技術を活かし、半導体を筆頭とする精密電子用途~3Dプリント造形物の表面平滑化処理に至るまで、様々な素材・加工対象物に対し、研磨加工サービス(受託研磨加工)を提供しております。