研磨フィルムを使用したエッジトリミング技術について②

前回の「研磨ラボ」にて触れた「研磨フィルム方式によるシリコンウェーハ エッジトリミング加工①」について、今回は保護フィルム(BGテープ)を使用するウェーハ薄化(バックグラインド)工程に寄与するアプリケーション例を紹介致します。
■ウェーハ薄化時の保護フィルム(BGテープ)最外周部「ばたつき」防止対策
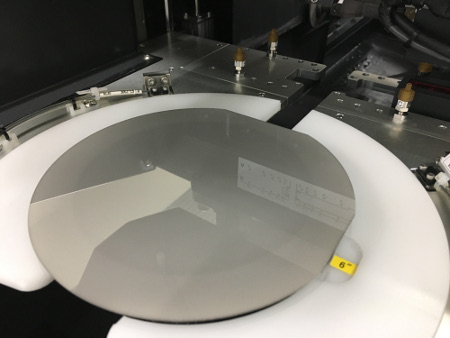
シリコンウェーハに保護フィルム(以下BGテープと略す)を貼付ける方法は多種ありますが、BGテープをウェーハに貼付けた後 ウェーハエッジ部に沿って切断する方法(エッジかBGテープがはみ出さないようウェーハとほぼ同径、もしくは若干小さ目に切断)が一般的です。 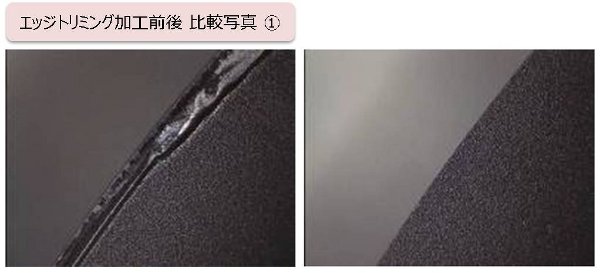
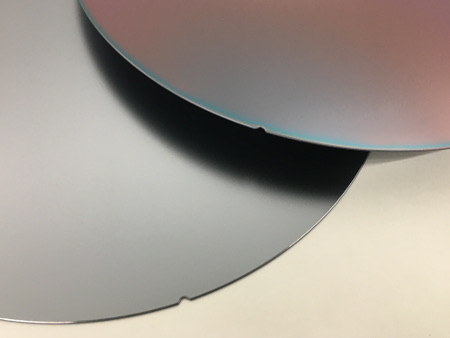
その際、ウェーハエッジ部の面取り形状(ベベル)の影響で数十~数百μmの「耳(BGテープがウェーハからはみ出してしまう部分)」の発生が避けられず、ウェーハの薄研削の進行に応じて その現象が顕著になっていきます(耳が大きくなっていく)。この「耳」は バックグラインド(以下BGと略す)加工時、特に数十μmの厚さに仕上げる極薄化の際、BG加工中の研削砥石(ホイール)高速回転の影響を受けその風圧やクーラントの水流(水圧)にあおられ浮き上がるような挙動を示すとされており、ウェーハを破損させる主原因の一つとされています。 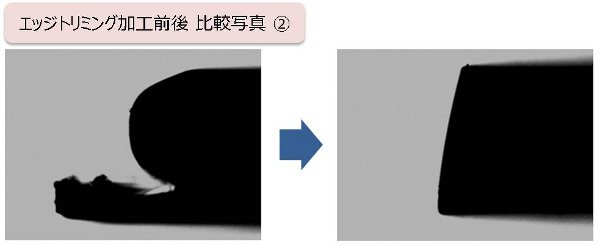
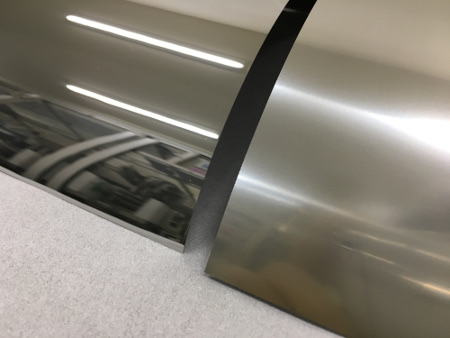
BGテープの「耳」に浮き上がり・バタつき等の異常が発生すると、研削砥石表面へBGテープが接触し 目詰まり・研削焼け(ウェーハへの負荷増)を発生させたり、ウェーハを固定する真空チャックからBGテープごとウェーハが剥がれる可能性が高まり、結果破損に至ります。この対策としては BGテープの「耳」を無くすことが理想とされています。また、他手法(砥石研削・ブレード方式等)によるエッジトリミング加工は、その加工方法故「BGテープの耳」を増長させてしまうことになるため、この問題に対しては不利となります。 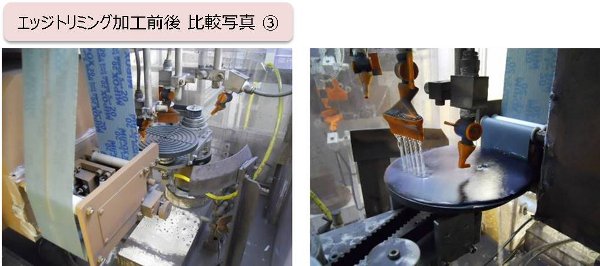
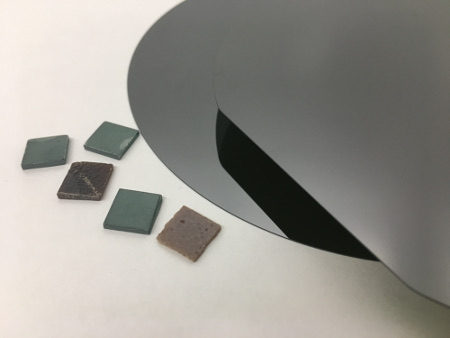
BGテープの「耳」を除去するには、シリコンウェーハとBGテープを同時に予めトリミング処理しておく必要があり、これを高品位・高効率で実施できるのは現状「研磨フィルム方式」のみとされています。BGテープを構成している樹脂製フィルム(基材)・粘着材(糊層)の影響を受けず、脆性材料である単結晶シリコン等を同時に加工することが出来る研磨フィルム方式の特徴を最大限に活かしたMipox独自の方法です。PVC製等、ウェーハの極薄化に適さない(汎用品)BGテープ種以外、薄物対応と称されるBGテープについてはその素材(材質)・厚さ・粘着材(UV・熱硬化等)を一切問わないためオールラウンドに使用できるプロセスです。勿論シリコンウェーハ以外の各種基板(素材)にも難なく対応出来、トリミング形状も通常の「垂直型」から数度のテーパー形状、R型等自在に制御することが可能です。
<関連>
・Mipox研磨装置
独自の超精密研磨材の製造技術・品質管理技術・プロセス開発技術を活かし、半導体を筆頭とする精密電子用途~3Dプリント造形物の表面平滑化処理に至るまで、様々な素材・加工対象物に対し、研磨加工サービス(受託研磨加工)を提供しております。