研磨フィルムを使用したエッジトリミング技術について③

■高バンプウェーハ用BGテープ使用時のエッジクリーニングプロセスへの応用
バンプ形成後のBGは、粘着層(糊層)が厚いBGテープを用いウェーハ表面上に存在する数百μm程度で無数に存在するバンプを粘着層が覆い埋め、BG時にバンプ凹凸の影響を軽減させる対策を図るのが一般的です。そのため同用途のBGテープは粘着層が非常に厚く、軟質かつ流動性に富んだ物性を示すことがほとんどであり、ウェーハへの貼付け後の切断工程時にウェーハエッジ部へ絡み付くように粘着剤が付着してしまう現象が生じます。エッジ部に付着した粘着剤は BG時に研削砥石(ダイヤモンドホイール)と直接接する事になるため砥石の気孔を埋め目詰まりを発生させ、研削抵抗増による研削焼けの発生・ウェーハ破損等甚大な問題を発生させる原因とされています。
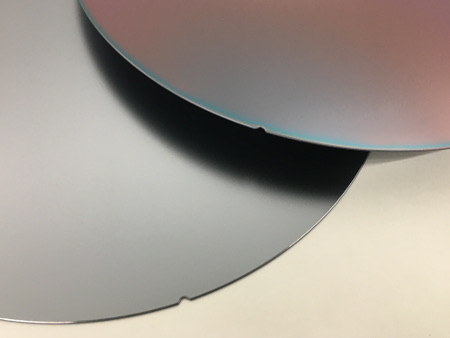
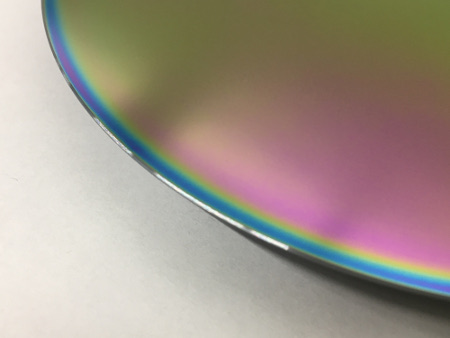
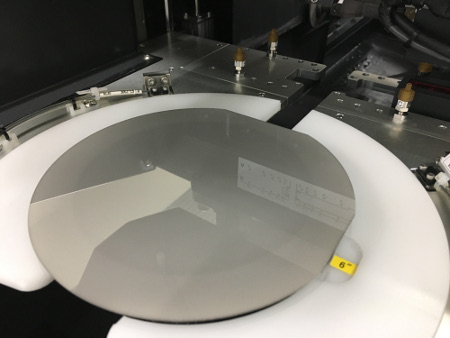
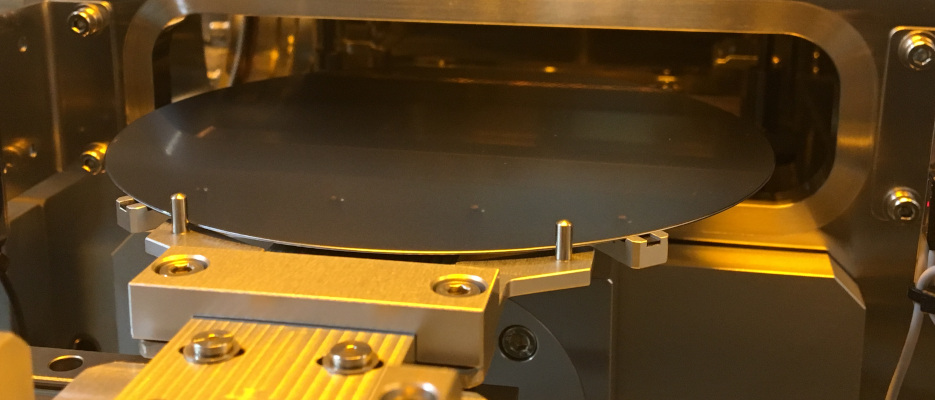
【高バンプ対応BGテープ エッジ部状態】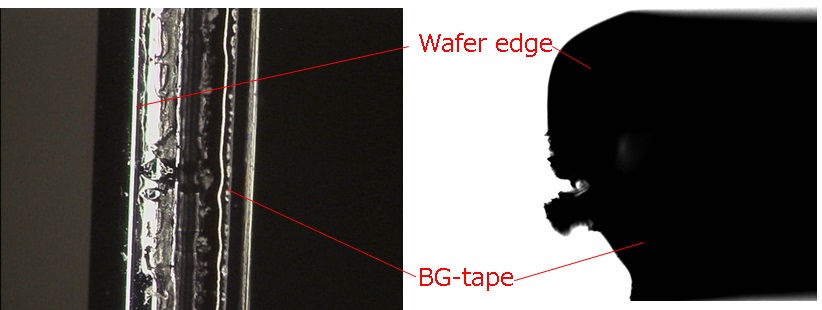
研磨フィルム方式によるエッジトリミング加工を適用することでそれらの粘着剤の大半はシリコンウェーハと共に除去することが出来、問題の解決を図ることが可能ですが、研磨フィルム方式の大きなメリットの一つである「研磨材の交換が容易・多種多様の研磨材・クリーニング材を柔軟に適用できる」を活用することで、研磨フィルムを「エッジクリーニング用フィルム(クリーニング材)」に交換するだけで他用途への転用・応用することが出来、ウェーハの直径寸法・エッジの形状を維持したまま(エッジトリミング加工をせずに)エッジ部に付着した粘着剤のみを除去することも可能です。
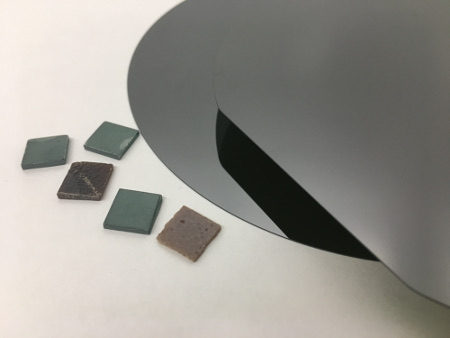
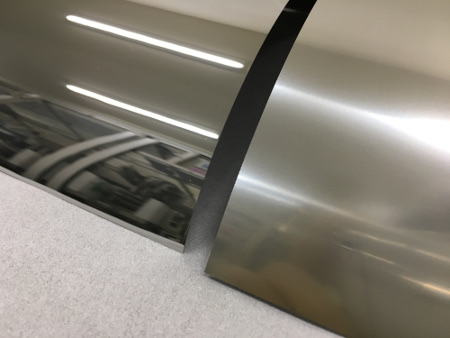
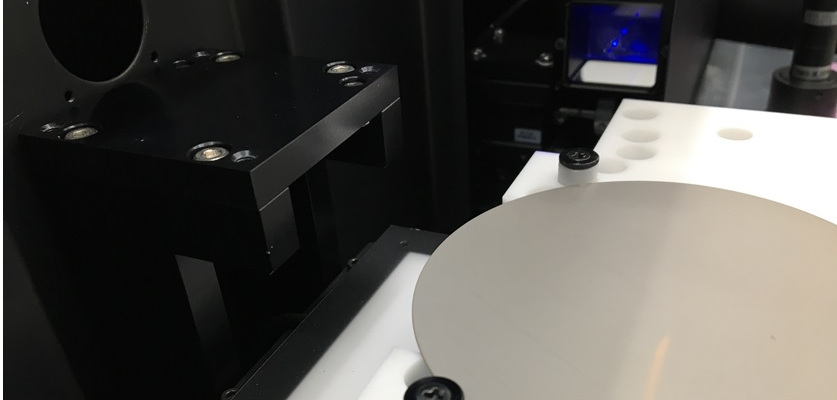
【エッジクリーニング後】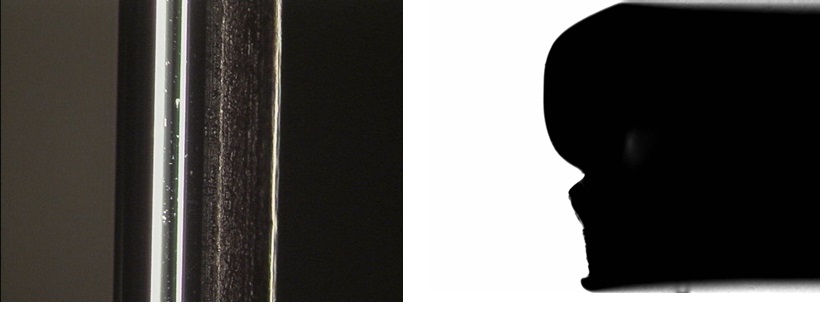
高バンプ用BGテープのエッジ部粘着層除去に対しては、織布・不織布タイプ等のクリーニング材が適しており、工程の都合に合わせてドライプロセス(乾式クリーニング)/ウェットプロセス(クリーニング液の併用)両方から選択することが可能です。UV硬化型・熱硬化型、粘着層の厚さ問わずあらゆる形式のBGテープに対応出来ます。
ハイバンプ(高バンプ)BGテープに限らず、接着剤等を介してウェーハを接着・接合する際にエッジ部にはみ出た接着剤の除去にも使用することが出来、勿論 ノッチ部・オリフラ部についても同様の効果を得ることが出来ます。
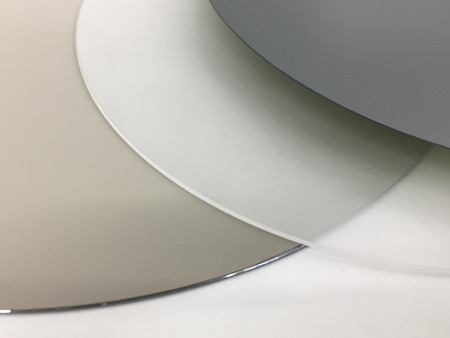
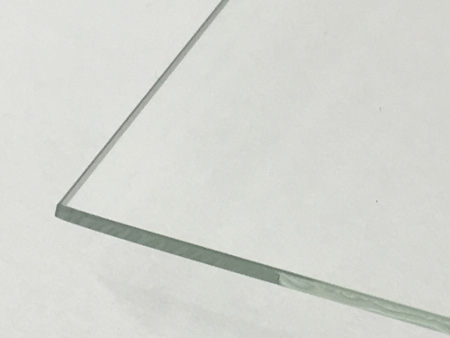
【エッジクリーニングプロセス 概略図】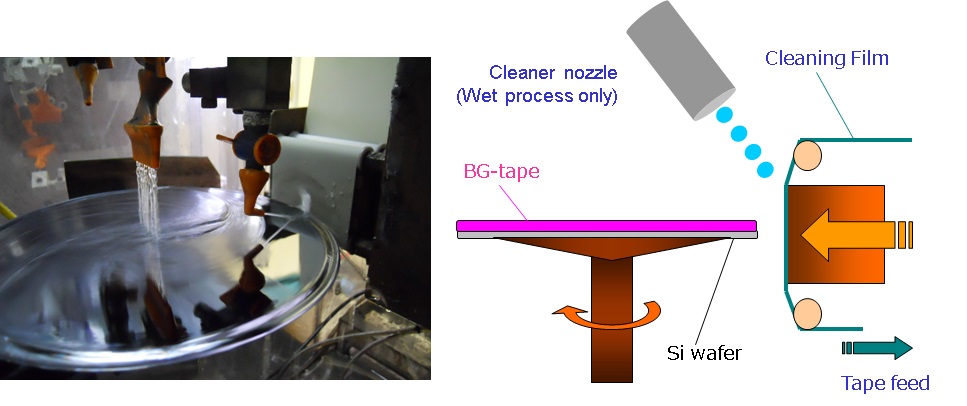
独自の超精密研磨材の製造技術・品質管理技術・プロセス開発技術を活かし、半導体を筆頭とする精密電子用途~3Dプリント造形物の表面平滑化処理に至るまで、様々な素材・加工対象物に対し、研磨加工サービス(受託研磨加工)を提供しております。